Shoddy and mungo manufacture was an important industry in the Heavy Woollen DistrictArea of West Yorkshire whose prosperity rested on the manufacture of shoddy and mungo, an early form of recycling. of West Yorkshire in the mid-19th century. Both processes recycled used woollen rags to create fibres that could be made into new products.
Rag pickers sought out fabric made of cotton or linen that could be ground up to make paper. Anything containing wool was to be avoided as being worthless.[1] In London in the early 1800s rags containing wool were ground up in unpatented machines that produced fibrous material that was used by mattress makers or to stuff saddles. Benjamin Law of Batley saw the process in 1813 and decided to experiment with soft woollen rags made of worsted rags which were shredded by machine to make shoddy which could be spun with wool to produce yarn. Law was successful and produced cloth that also came to be known as shoddy.[2]
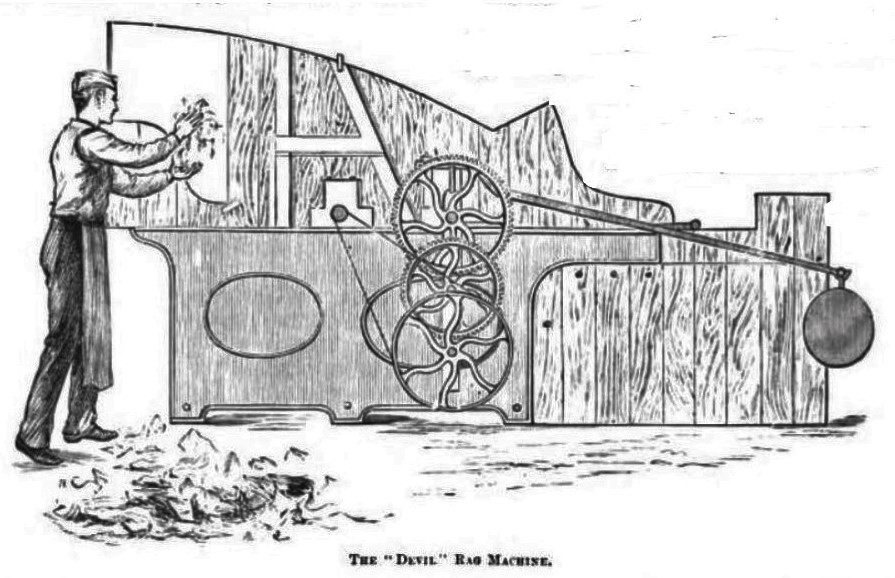
Rag grinding machine, commonly known as a “devil”
Samuel Parr was the first producer of mungo in 1834. He used old coats and trousers, tailors clippings, ground up to to produce shorter fibres than shoddy.[2]
Apart from rags obtained locally, bales of rags were brought to Batley to be first sorted by women.[2] The rags came from France, Germany, Holland and Belgium, Ireland and Scotland in various degrees of cleanliness. Pickers sorted the bales by quality and colour before they were sent to the grinding machine. Locally called the “devil”, the machine’s spiked drum turned speedily tearing the rags to shreds as they passed through.[3]
Shoddy Wikimedia Commons
As the machinery was improved the number of teeth on the spinning drum increased to 12,000 and up to 15,000 for mungo. The drum revolves from 700 to 1500 times per minute and mechanical fans were added to extract the dust.[3] Nothing is wasted, seams from the rags are cut off and rotted down for conditioning soil as is the dust that is extracted by the fan. What is not used locally in the Rhubarb TriangleForced rhubarb growing area in West Yorkshire, England between Wakefield, Morley and Rothwell. is sent to the hop fields of Kent. The dried dust is also used to make flock wallpaper.[3]
The object of using shoddy in woollen manufacture was to produce cheap, useful cloth in the most economical way. When not added in too great a proportion, shoddy cloth was cheaper than pure wool but equally serviceable. Adding too much shoddy produced cheap but inferior cloth and shoddy came to mean poor quality.[4]
Gibson, William. “Wool and Worsted IX Shoddy and Mungo.” Great Industries of Great Britain - Volume 1, Cassell, Petter, Galpin & Co, 1884.
Jubb, Samuel. The History of the Shoddy Trade: Its Rise, Progress, and Present Position. Houlston and Wright, 1860.
Cookie Consent
We use cookies to optimise our website and our service. By clicking on “All cookies”, you consent to us using all cookies and plug-ins as described in our Cookie policy.
Functional cookies
Always active
The technical storage or access is strictly necessary for the legitimate purpose of enabling the use of a specific service explicitly requested by the subscriber or user, or for the sole purpose of carrying out the transmission of a communication over an electronic communications network.
Preferences
The technical storage or access is necessary for the legitimate purpose of storing preferences that are not requested by the subscriber or user.
Statistics
The technical storage or access that is used exclusively for statistical purposes.The technical storage or access that is used exclusively for anonymous statistical purposes. Without a subpoena, voluntary compliance on the part of your Internet Service Provider, or additional records from a third party, information stored or retrieved for this purpose alone cannot usually be used to identify you.
Marketing
The technical storage or access is required to create user profiles to send advertising, or to track the user on a website or across several websites for similar marketing purposes.